
मुख्यपृष्ठ
>
उत्पादने > नट
> टी नट
>
गोल बेस ब्रॅड होल राउंड टी नट घाला ब्लाइंड रिवेट्स नट्स गंज प्रतिरोधक









गोल बेस ब्रॅड होल राउंड टी नट घाला ब्लाइंड रिवेट्स नट्स गंज प्रतिरोधक
उच्च दर्जाचे राउंड बेस ब्रॅड होल राउंड टी नट इन्सर्ट ब्लाइंड रिवेट्स नट्स गंज प्रतिरोधक चीन उत्पादक गंगटोंग झेली यांनी ऑफर केले आहे. चांगले भविष्य घडवण्यासाठी नवीन आणि जुन्या ग्राहकांचे आमच्यासोबत सहकार्य सुरू ठेवण्यासाठी स्वागत आहे!
ISO, DIN, GB, ANSI, OEM मानके
साहित्य स्टेनलेस स्टील,
पृष्ठभाग उपचार साधा, ZInc प्लेटेड
रंग पिवळा, काळा, चांदी, सोने, OEM
OEM, ओपन टाइप, स्टेनलेस स्टील फ्लॅंज नट टाइप करा
पॅकिंग कॅट्रॉन बॉक्स + क्राफ्ट बॉक्स,
सेवा OEM आणि ODM, OEM, ODM
ISO, DIN, GB, ANSI, OEM मानके
साहित्य स्टेनलेस स्टील,
पृष्ठभाग उपचार साधा, ZInc प्लेटेड
रंग पिवळा, काळा, चांदी, सोने, OEM
OEM, ओपन टाइप, स्टेनलेस स्टील फ्लॅंज नट टाइप करा
पॅकिंग कॅट्रॉन बॉक्स + क्राफ्ट बॉक्स,
सेवा OEM आणि ODM, OEM, ODM
चौकशी पाठवा
उत्पादन वर्णन
गोल बेस ब्रॅड होल राउंड टी नट घाला ब्लाइंड रिवेट्स नट्स गंज प्रतिरोधक
वर्णन:
फीडिंग आणि अनलोडिंग यंत्रणा वर्कबेंचवर स्थित आहे. जेव्हा मुख्य इंजिनमधून वर्कपीस (प्लेट) अनलोड केली जाते आणि खाली केली जाते, तेव्हा आकृतीमध्ये स्पष्ट केलेली मोटर 7, ट्रान्समिशन शाफ्ट (2, 3, 4, 5, 6) द्वारे हालचाल सुरू करते.
जसजशी साखळी हलते, तसतसे ते खालच्या साखळीपासून वरच्या साखळीकडे ब्लॉक 1 ला ढकलते, वर्कपीसच्या बाजूने मार्गदर्शन करते. एकाधिक पुश ब्लॉक्स एकाच वेळी वर्कपीसवर दबाव आणतात, ते ब्लँकिंग बॉक्समध्ये झुकलेल्या विमानाच्या रोलर्सवर फ्लिप करतात. हे अभिमुखता वर्कपीसला गुरुत्वाकर्षणाच्या प्रभावाखाली सामग्री बॉक्समध्ये सहजतेने सरकण्यास सक्षम करते.
पुशिंग अॅक्शननंतर, पुश ब्लॉक खालच्या साखळीकडे परत येतो, ट्रिगर करण्यासाठी स्विचच्या जवळ येतो आणि पुश ब्लॉकची स्थिती समजते. हा सिग्नल नंतर कंट्रोल सेंटरला रिले केला जातो, मोटर 7 थांबवण्याच्या सूचना देतो. परिणामी, पुश ब्लॉक खालच्या साखळीमध्ये थांबतो, ऑपरेशनचे एक चक्र पूर्ण करतो.
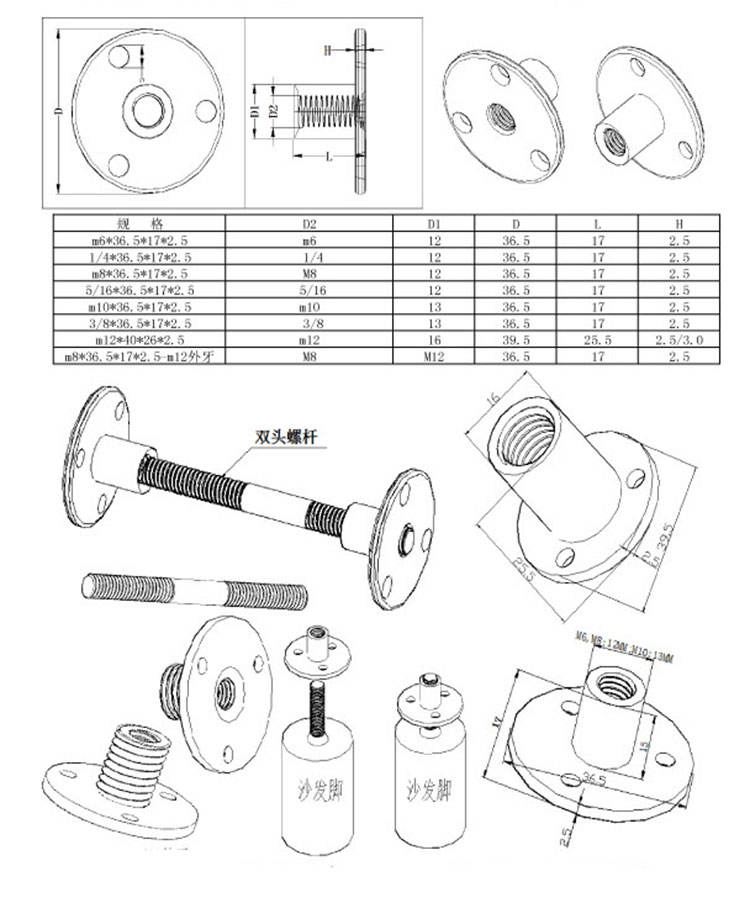
| उत्पादनांचे नाव | पिवळा झिंक प्लेटेड ब्लाइंड रिवेट्स नट विथ थ्री होल / राउंड बेस M10 T प्रकार टी नट | ||||||
| मानक: | DIN,ASTM/ANSI JIS मधील ISO,AS,GB | ||||||
| साहित्य | स्टेनलेस स्टील: SS201, SS303, SS304, SS316, SS316L, SS904L, F594 | ||||||
| स्टील ग्रेड: DIN: Gr.4,5,6,8.8,10,; SAE: Gr.2,5,8; ASTM: A563 | |||||||
| फिनिशिंग | झिंक (पिवळा, पांढरा, निळा, काळा), हॉप डिप गॅल्वनाइज्ड (एचडीजी), ब्लॅक ऑक्साइड, जिओमेट, डॅक्रोमेंट, एनोडायझेशन, निकेल प्लेटेड, झिंक-निकेल प्लेटेड |
||||||
| उत्पादन प्रक्रिया |
M2-M24: कोल्ड फ्रॉजिंग, M24-M100 हॉट फोर्जिंग, सानुकूलित फास्टनरसाठी मशीनिंग आणि सीएनसी |
||||||
| सानुकूलित उत्पादने आघाडी वेळ |
व्यस्त हंगाम: 15-30 दिवस, स्लॅक सीझन: 10-15 दिवस | ||||||
| स्टॉक उत्पादने | कार्बन स्टील:DIN934,DIN6923,DIN928,DIN929,ISO4032,केज नट,कॅप नट स्टेनलेस स्टील: सर्व डीआयएन किंवा जीबी स्टँडर्ड स्टेनलेस स्टील नट |
||||||
| गँगटॉन्ग झेली फास्टनरकडून मानक फास्टनरसाठी विनामूल्य नमुने मिळवा | |||||||
अर्ज:
फर्निचरचा वापर.
पर्यावरण संरक्षण उपकरणे, वैद्यकीय उपकरणे, दळणवळण उपकरणे, विद्युत उर्जा सुविधा, इलेक्ट्रॉनिक उत्पादने, अन्न यंत्रसामग्री, पेट्रोकेमिकल उद्योग, जहाज असेंबली, पंप झडप, पाईप, इमारतीच्या पडद्याच्या भिंती, खुल्या जागा इ.
रेखाचित्र
हॉट टॅग्ज: राउंड बेस ब्रॅड होल राउंड टी नट घाला ब्लाइंड रिवेट्स नट्स गंज प्रतिरोधक, चीन, उत्पादक, पुरवठादार, सानुकूलित, गुणवत्ता, कारखाना, किंमत




X
आम्ही तुम्हाला एक चांगला ब्राउझिंग अनुभव देण्यासाठी, साइट रहदारीचे विश्लेषण करण्यासाठी आणि सामग्री वैयक्तिकृत करण्यासाठी कुकीज वापरतो. ही साइट वापरून, तुम्ही आमच्या कुकीजच्या वापरास सहमती देता.
गोपनीयता धोरण